本文翻译自Backblaze博客,作者参观了希捷工厂,看到了硬盘生产线并分享给大家。
当希捷科技让我有机会参观他们位于科罗拉多州朗蒙特的硬盘原型制作工厂时,我无法抗拒。毕竟,在扩展到全面生产之前,我会看到他们如何制作构建硬盘驱动器的过程原型。作为奖励,我还参观了他们的可靠性实验室,并与他们讨论了他们如何对故障驱动器进行故障分析,但我会将这些主题保存到以后的帖子中。现在,穿上你的实验服,跟我去朗蒙特,游览开始了。
欢迎来到朗蒙特
在过去的 40 年里,科罗拉多州朗蒙特一直是多家硬盘制造商的所在地。这说明了生活在这个牧区社区中与硬盘相关的人才,否则这些技能可能很难找到。从80 年代MiniScribe的砖块运输时代到今天的超精密工厂,例如我受邀参观的希捷工厂,Longmont 也走过了漫长的道路。
我拿着预约确认书到达前台——你不能直接出现。我出示适当的证件,以电子方式签署保密协议,拍下我的照片,领取我的胸牌(仅限陪同人员)并等待主人到来。我的 Backblaze 同事Ariel 也加入了我的行列,他是我们的供应链高级总监,几分钟后我们的主人到了。在我们开始之前,我们得到了规则:没有图片,实际上手机和平板电脑等设备必须收起。我会做笔记,我会在我的 3×5 Backblaze 记事本上做笔记。
 我的旅行笔记(因此)。是的,有两个第三页…… 原型生产线
我的旅行笔记(因此)。是的,有两个第三页…… 原型生产线
原型生产线的主要功能是定义、优化和标准化希捷全球各种制造工厂大规模生产硬盘所需的构建流程、工具和材料清单。此外,原型生产线有时用于测试新硬盘驱动器组件的设计和组装。
典型硬盘驱动器的组件是:
外壳。 盘片(用于存储数据)。 主轴(用于旋转盘片)。 磁头组组件包括: 读/写臂和磁头(读取和写入数据)。 执行器(用于控制读/写臂的动作)。 电路板和相关电子产品。
原型生产线是一条单一的装配线,由执行构建硬盘驱动器所需的各种功能的工作站组成——实际上,有许多不同型号的 3.5 英寸硬盘驱动器。各个站根据分配给驱动器的路由来决定是否对驱动器进行操作。一个给定的工作站可以一直用来做同样的事情,一直用来做任务的变化,或者用一些时间。例如,为每个驱动器安装一个序列号;为每个驱动器安装驱动器盘片,但可能因要安装的盘片数量而异;只有那些带有双执行器的驱动器才需要安装第二个执行器。
希捷的一名员工将这个过程比作一个单向沙拉吧:制作的所有沙拉都经过相同的步骤顺序,但并非每个沙拉都包含每种成分。当您沿着沙拉吧线行进时,您总会得到几种常见的食材,例如托盘、盘子、叉子、生菜等。虽然你总是得到沙拉酱,但每次你可能都会得到不同的。最后,有些食材,例如鹰嘴豆或西兰花,您永远不会得到,但您身后制作沙拉的人会。
就像沙拉吧生产线一样,原型生产线设计用于在构建硬盘驱动器时进行配置以处理大量排列。这种灵活性非常重要,因为希捷引入了可能需要更改站点甚至创建新站点并将其集成到生产线中的新技术。
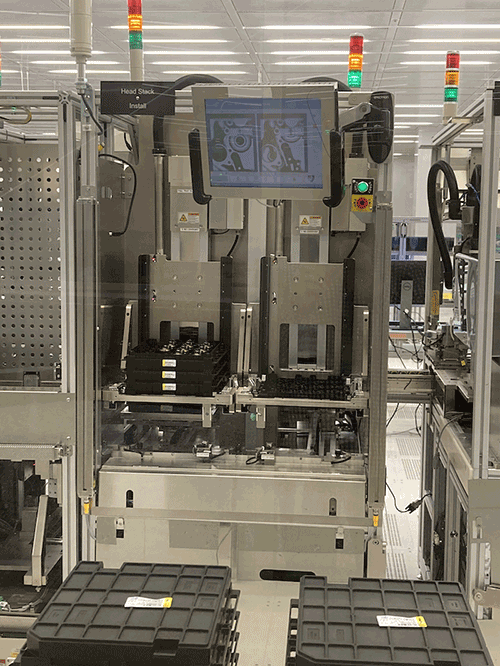
乍一看,组装硬盘只不过是按精确顺序完成的一系列增量步骤。但是这里有多个层在起作用。在第一个工位,我们可以看到从储物箱中取出电机底座组件(又名底板)并将其正确放置在传送带上到下一个工位的简单任务。我们可以看到工作站执行了大约 20 个明显离散的操作来完成这项任务:将拾取臂向左移动,打开拾取机构,降低臂,关闭底板周围的拾取机构,等等。除了我们可以看到的之外,对于空间站的每次运动,都有机电组件驱动这些可观察到的操作,而许多操作我们并不容易看到。除此之外,控制组件的是固件层、软件层、机器代码编排了我们确实看到的 20 个左右的简单动作。当我们慢慢地从一个窗口走到另一个窗口凝视执行其特定任务的每个站点时,一个惊人复杂的硬盘驱动器出现在我们眼前。

最后,原型生产线不时用于协助和验证设计和构建决策。例如,装配线可用于告知紧固件上使用的特定扭矩,以确定在热/海拔循环中的扭矩保持率。在另一个示例中,原型生产线可用于根据为特定组件选择的材料来评估清洁度和可制造性。
关于朗蒙特线的事实
Longmont 原型生产线是最长的希捷装配线。这是因为生产线需要能够组装各种不同的驱动模型,而工厂组装线一次只需要组装一两个模型。 Longmont 原型生产线组装 3.5 英寸硬盘。他们 2.5 英寸驱动器的原型生产线在他们的明尼苏达工厂。 线路上的所有站点均由希捷设计。 用于控制工作站的所有软件均由希捷设计和构建。 洁净室中的所有工位都是模块化的,如果需要,可以从生产线中拉出或移动到装配顺序中的不同位置。 平均而言,开车穿过整条线路大约需要五分钟。 地板采用独特的桥墩设计,有助于最大限度地减少机器与机器之间以及人与机器之间的振动传递。 越界
当我们到达窗户和洁净室的尽头时,您可能会认为我们的旅行已经完成。相反,还有另一扇门。刷一下徽章,我们就进入了一个位于洁净室后面的大房间。我们在测试室。要了解这里发生了什么,让我们回顾一下这个过程。
原型生产线的主要功能之一是定义供世界各地工厂使用的构建过程。假设该生产线正在对 500 个 XYZ 型驱动器的构建进行原型设计。组装过程的最后一步是安装过程驱动器盖以封闭驱动器组件,在我们的示例中,我们的模型 XYZ 驱动器充满氦气并密封。组装过程完成后,驱动器将从洁净室移至测试室。
测试室最显着的特点是它包含一排排看起来像小黑盒子的东西,堆放40到50个高。从视觉上看,每一行看起来就像一堵巨大的邮政信箱墙。
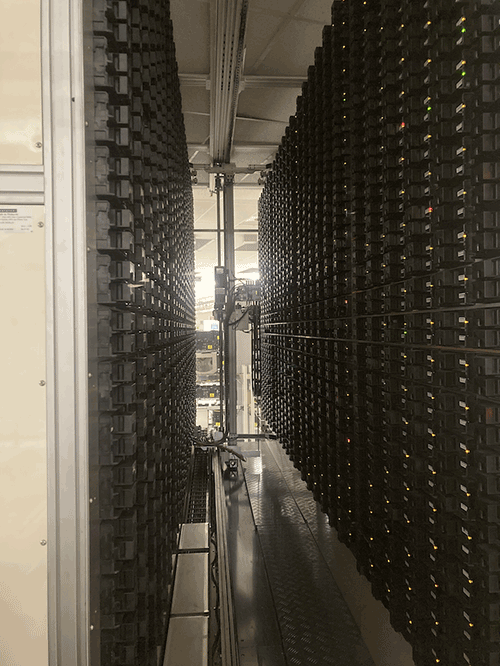
每个邮政信箱都是一个测试单元,并装有一个 3.5 英寸硬盘。每个盒子内部都有给定驱动器模型的连接,一旦连接,就可以运行预定义的测试场景来运行内部驱动器。加载固件,写入一些数据,读取一些数据,删除一些数据,重复,同时监控驱动器以查看它们是否按预期运行。很容易,但还有更多。每个测试箱还可以控制内部温度。根据测试计划,测试操作员拨入温度和测试持续时间并开始测试。以这种方式进行的测试通常会运行几周,在此期间可以测试数千个驱动器,并对不同的驱动器组进行不同的测试。
在我们的 XYZ 型驱动器上完成第一轮测试后,将进行审查以确定它们是否有资格继续前进 - 测试期间失败太多,它又回到了众所周知的绘图板,或者至少是原型设计阶段。假设我们的模型 XYZ 驱动器通过了集合,它们会继续前进。此时,将最终盖安装在过程盖的顶部,并对含有氦气的驱动器进行泄漏测试。然后将所有驱动器送回邮政信箱进行快速测试。如果一切按计划进行,那么模型 XYZ 就可以投入生产了——好吧,也许还没有。整个过程,从组装到测试,重复多次,每一轮都与前几轮进行比较,以确保一致性。
Longmont 生产的所有驱动器会发生什么变化?好问题。如果在组装过程中出现故障,负责产品的工艺工程师(组装过程中通常在洁净室地板上)会介入。 许多问题可以当场解决,组装过程继续进行,但对于一些故障设计问题是罪魁祸首。在这种情况下,装配过程停止,反馈被传递回设计人员,以便他们可以纠正缺陷。对于未通过测试过程的驱动器而言,情况基本相同,设计工程师会获悉结果,并可以查看从测试盒编译的分析结果。
如果给定的一组驱动器成功组装并通过了他们的测试计划,它们可以作为测试单元发送给特定客户,或用于固件测试,或发送到可靠性实验室,或者它们可以被回收。Longmont 原型生产线上生产的硬盘驱动器不是生产单位,那是工厂进来的地方。
质量数量
一旦希捷对原型生产线能够始终如一地生产符合其资质的硬盘感到满意,就该向其工厂推出该生产线了。更准确地说,给定的工厂将转换其一条或多条生产线以构建新产品(模型)。为此,他们整合了在 Longmont 原型生产线上开发和测试的流程,包括对工厂中各个工作站的任何物理、固件和软件更改,这些工作站将组装新产品。在极少数情况下,会引入新站点并移除其他站点,但大多数情况下,工厂正在更新现有设备,如上所述。根据工厂生产线的变化量,可能需要几天到几周的时间才能使生产线启动并运行以生产符合我们刚刚在朗蒙特参观的原型生产线定义的标准的驱动器。为了确保满足这些标准,每个工厂都有成千上万个测试箱来测试从工厂装配线上出来的每个驱动器。只有在它们通过预定义的测试协议后,它们才会被运送到配送中心,并最终运送到客户。
下一步:可靠性实验室
今天的游览到此结束,下次我们将漫步在同样位于朗蒙特的希捷可靠性实验室,看看当您加热、跌落、甩动、振动和以其他方式折磨硬盘时会发生什么。
原文地址:https://www.backblaze.com/blog/how-to-build-a-hard-drive-a-factory-tour/